熱門搜索: 鍍鋅板,鍍鋅鋼板,高鋅層鍍鋅板,冷軋板,冷板,槽鋼,角鋼,鍍鋅槽鋼,鍍鋅角鋼
您好!歡迎訪問鍍鋅板-鍍鋅鋼板-高鋅層鍍鋅板-冷軋板-雄海槽鋼的網(wǎng)站!ˇ 返回首頁 ˇ 在線留言 ˇ 聯(lián)系我們

服務(wù)熱線:0757-28789316

目錄:
一、簡介
二、分類
三、用途
四、工字鋼與槽鋼的用途用什么不同
五、外觀質(zhì)量要求
內(nèi)容:
一、簡介
槽鋼是截面為凹槽形的長條鋼材。截面形狀為槽形的型鋼。槽鋼屬建造用和機械用碳素結(jié)構(gòu)鋼,是復(fù)雜斷面的型鋼鋼材,其斷面形狀為凹槽形。產(chǎn)槽鋼的原料鋼坯為含碳量不超過0.25%的碳結(jié)鋼或低合金鋼鋼坯。成品槽鋼經(jīng)熱加工成形、正火或熱軋狀態(tài)交貨。
二、分類
槽鋼分普通槽鋼和輕型槽鋼。熱軋普通槽鋼的規(guī)格為5-40#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋變通槽鋼規(guī)格為6.5-30#。
槽鋼按形狀又可分為4種:冷彎等邊槽鋼、冷彎不等邊槽鋼、冷彎內(nèi)卷邊槽鋼、冷彎外卷邊槽鋼。
槽鋼的材質(zhì)為Q235A碳素鋼。
三、用途
槽鋼主要用于建筑結(jié)構(gòu)、幕墻工程、機械設(shè)備、車輛制造、固定盤柜和其它工業(yè)結(jié)構(gòu),槽鋼還經(jīng)常和工字鋼配合使用。在使用中要求其具有較好的焊接、鉚接性能及綜合機械性能。照鋼結(jié)構(gòu)的理論來說,應(yīng)該是槽鋼翼板受力,就是說槽鋼應(yīng)該立著,而不是趴著。
四、工字鋼與槽鋼的用途用什么不同
這兩種都屬型材,是管架常用材料。僅截面形狀不同,選用原則略有差異,由于慣性距的因素以及相當截面面積的工字鋼比槽鋼的平面外穩(wěn)定性較好,通常受壓構(gòu)件或者需考慮平面外變形的多選用H鋼或工字鋼,但是工字鋼的加工、節(jié)點做法比槽鋼復(fù)雜,所以在結(jié)構(gòu)受力不復(fù)雜或者桿件應(yīng)力不大的情況下,可以采用槽鋼。具體選定應(yīng)由設(shè)計方通過方案對照的應(yīng)力計算確定。其實用途大部分場合可以通用,在純彎矩、軸線兩邊受力相對均衡時工字鋼比較適合,穩(wěn)定性較好。在邊緣加固且要求表面美觀時,那么選擇槽鋼就比較合適。
五、外觀質(zhì)量要求
槽鋼的表面質(zhì)量及幾何形狀的允許偏差在標準中有具體規(guī)定。一般要求表面不 得存在使用上有害的缺陷,不得有顯著的扭轉(zhuǎn),規(guī)定槽鋼波浪彎(鐮刀彎)的允許值及各規(guī)格槽鋼截面形狀的有關(guān)參數(shù)(h,b,d,t等)的數(shù)值、允差值。槽鋼幾何形狀不正確的主要表現(xiàn)是:塌角、腿擴及腿并等。
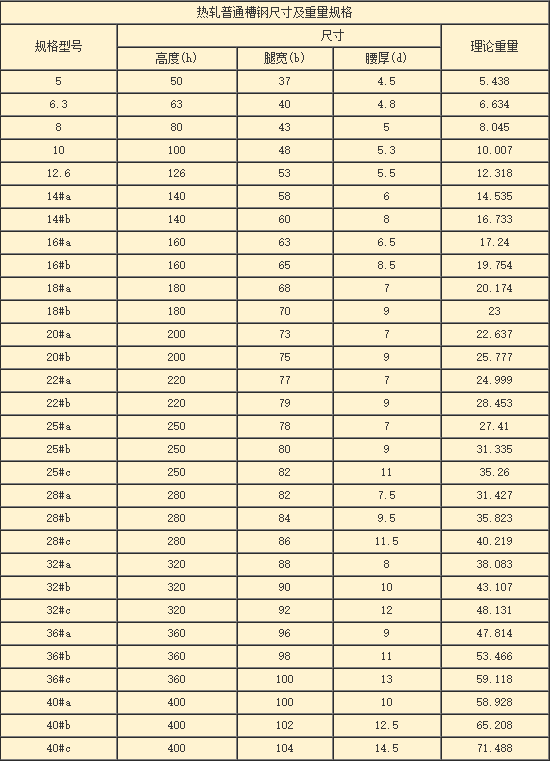
槽鋼是截面為凹槽形的長條鋼材。其規(guī)格以腰高(h)*腿寬(b)*腰厚(d)的毫米數(shù)表示,如120*53*5,表示腰高為120毫米,腿寬為53毫米的槽鋼,腰厚為5毫米的槽鋼,也可以表示為12#。槽鋼規(guī)格也可用型號(號數(shù))表示,型號表示腰高的厘米數(shù),腰高相同的槽鋼,如有幾同的腿寬和腰厚,也需在型號右邊加標碼(也稱角碼)a或b或c予以區(qū)別,如25a#、25b#、25c#等,按照標碼a、b、c的順序,同一型號槽鋼的腿寬、腰厚尺寸依次增加,如14#:高度(h) 140 腿寬(b) 58 腰厚(d) 4.9;14#a:高度(h) 140 腿寬(b) 62 腰厚(d) 4.9
目前國產(chǎn)槽鋼規(guī)格從5 ―40 號,即相應(yīng)的高度為5 ―40cm。熱軋普通槽鋼的規(guī)格為5-40#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋普通槽鋼規(guī)格為6.5-30#。
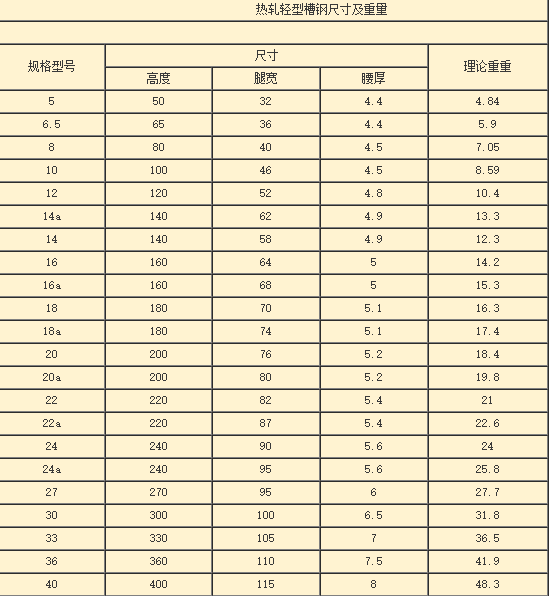
在相同的高度下,輕型槽鋼比普通槽鋼的腿窄、腰薄、重量輕。18 ―40 號為大型槽鋼,5 ―16 號槽鋼為中型槽鋼。
在建筑中,槽鋼通常用“〔”來表示.如:〔16#,就是16#槽鋼
注:槽鋼規(guī)格用型號和標碼表示,簡單方便,但不能直觀地看出腿寬和腰厚的尺寸,必要時仍需用腰高*腿寬*腰厚的毫米數(shù)表示。
槽鋼分普通槽鋼和輕型槽鋼。熱軋普通槽鋼的規(guī)格為5-40#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋普通槽鋼規(guī)格為6.5-30#。槽鋼主要用于建筑結(jié)構(gòu)、車輛制造和其它工業(yè)結(jié)構(gòu),槽鋼還常常和工字鋼配合使用。
目前國產(chǎn)槽鋼規(guī)格從5 ―40 號,即相應(yīng)的高度為5 ―40cm 。
在相同的高度下,輕型槽鋼比普通槽鋼的腿窄、腰薄、重量輕。18 ―40 號為大型槽鋼,5 ―16 號槽鋼為中型槽鋼。進口槽鋼標明實際規(guī)格尺寸及相關(guān)標準。槽鋼的進出口定貨一般是在確定相應(yīng)的碳結(jié)鋼(或低合金鋼)鋼號后,以使用中所要求的規(guī)格為主。除了規(guī)格號以外,槽鋼沒有特定的成分和性能系列。
槽鋼的交貨長度分定尺、倍尺二種,并在相應(yīng)的標準中規(guī)定允差值。國產(chǎn)槽鋼的長度選擇范圍根據(jù)規(guī)格號不同分為5 ―12m 、5 ―19m 、6 ―19m 三種。進口槽鋼的長度選擇范圍一般為6 ―15m 。
規(guī)格表:
檢驗槽鋼有三項內(nèi)容:第一:成品檢驗;第二:標志檢驗;第三:機械性能檢驗。
成品檢驗
1、所有的槽鋼都必須經(jīng)過外觀檢查,外觀檢查采用目測法。
2、檢查項目 a)槽鋼母材表面不得有裂紋、表面氣孔、表面夾渣、結(jié)疤、折疊以及其他深度超過標準下偏差的缺陷。對無法判明深度的缺陷,應(yīng)采用修磨法完全清除后進行測量。 b)槽鋼寬度方向錯邊量應(yīng)滿足相應(yīng)規(guī)格和產(chǎn)品標準的要求。 c)表面凹陷深度和長度應(yīng)滿足相應(yīng)規(guī)格、產(chǎn)品標準的要求。
標志檢驗
1、槽鋼標準標準為GB/707–88。
2、標牌各項信息必須清晰完整。
3、出廠日期以當天檢測時間為標準。
4、所有查人員均應(yīng)經(jīng)過系統(tǒng)培訓(xùn),并具有相應(yīng)的資格證書。
機械性能試驗
1、每個工作班應(yīng)對槽鋼進行拉伸試驗,試樣在其中的一根槽鋼上截取。
2、代表一批槽鋼的拉伸試驗結(jié)果不合格,可以從同批槽鋼中另抽兩根槽鋼,各取一個試樣復(fù)驗,如果復(fù)驗結(jié)果均合格,則除初檢取樣不合格的槽鋼外,該批槽鋼可判合格,應(yīng)予驗收,如果復(fù)驗試樣中有一個試樣或兩個試樣試驗結(jié)果不合格,則應(yīng)對該批未檢驗的槽鋼逐根取樣試驗。
槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:
第一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。
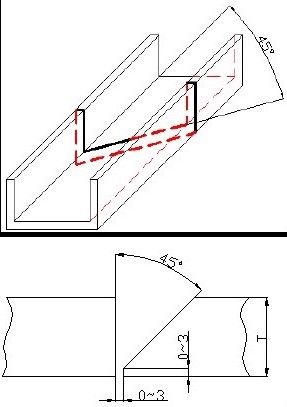
第二步:劃線: a) 根據(jù)對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應(yīng)滿足兩個要求: ⑴、保證對接槽鋼的最小長度要大于200mm。 ⑵、長度方向上應(yīng)留有2~3mm的余量。 b) 劃線的原則是槽鋼的兩翼板上的切割線應(yīng)垂直于腹板,腹板上切割線應(yīng)成45°夾角。如下 圖
第三步:切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內(nèi)側(cè)面開 45°單V形坡口(見下圖)。切割面應(yīng)光滑平整,無缺口。
第四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調(diào)整兩槽鋼的直線度及間隙,點焊固定。
第五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應(yīng)將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側(cè),然后焊接腹板的坡口,坡口側(cè)焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應(yīng)力過大。型鋼的壁厚較薄,對焊本身就是最不可靠的。所以,可以在對接處加襯板,用角焊縫焊接。控制焊接后的變形量,你可以采用剛性固定 進行焊接,這樣可以避免變形。工藝上注意減小應(yīng)力。用螺栓連接也需要襯板,要注意螺栓的大小、數(shù)量和間距。還要計算型鋼本身的薄壁是否會被壓潰,解決的方法是焊塊貼板,再鉆螺栓孔。 原則就是,對接處的強度不弱于其它部位,且沒有較大應(yīng)力。
建筑行業(yè)的不斷壯大,以致更多的建材引入市場,而國標槽鋼便是其中的一個,且使用廣泛,因此我們要學(xué)會熟悉國標槽鋼的各方面優(yōu)勢及制作工藝,那么國標槽鋼的焊接方法及焊接形式是怎樣的,有哪些方法呢?一起去了解下吧!
接下來我們將介紹三種焊接方法,第一種是焊條電弧焊;第二種是二氧化碳(COz)氣體保護焊;第三種是埋弧焊。
一、焊條電弧焊
焊條電弧焊亦稱手工電弧焊、手弧焊或藥皮焊條電弧焊,是一種使用手工操作焊條進行焊接的電瓤焊方法。焊條電弧焊的原理是利用焊條與工件聞產(chǎn)生的電弧熱將金屬熔化進行焊接。焊接過程中焊條藥皮熔化分解,生成氣體和熔渣,在氣體和熔渣的聯(lián)合保護下,有效地排除了周圍空氣的有害影響,通過高溫下熔化金屬與熔渣間的冶金反應(yīng)、還原與凈化金屬,得到所需要的焊縫。
二、二氧化碳(COz)氣體保護焊
二氧化碳(Cq)氣體保護焊是20世紀50年代發(fā)展起來的一種焊接技術(shù),根據(jù)自動化程度分全自動co,弋體保護焊和半自動co,氣體保護焊兩種,在建筑國標槽鋼中應(yīng)用的主要是半自動co.氣體保護焊,目前已成為一種重要的熔化焊接方法。
(1)CO:氣體保護焊的特點和施焊要求。
(2)半自動氣體保護焊焊機的組成。半自動C0,氣體保護焊焊機一般由弧焊電源、進絲機構(gòu)、焊絲、氣體等部分組成。
三、埋弧焊
埋弧蜱是電i在顆粒狀ch焊劑層下,井在空腔中燃燒的自動d接方法,電弧的輻射熱使焊件、掉絲和焊劑熔化、蒸發(fā)形成氣體,排開電弧周圍的熔洼形成一封閉空腔,電弧就在這個空腔內(nèi)穩(wěn)定燃燒.空腔的上部被一層熔化的焊劑,即熔渣膜所am,這層熔渣膜不僅可有效地保護熔池金屬,衛(wèi)使有礙操作的弧光輻射不再射出來,同時,熔化的大量焊劑對熔池金屬具有還原、凈化和合金化的作用.
國標槽鋼工程埋弧焊和手工焊的區(qū)別主要在于它的引弧、維持電弧穩(wěn)定燃燒、輸送焊絲、電弧的移動,以及焊接結(jié)束的填滿弧坑等動作,全部都是利用埋弧自工作實現(xiàn)的。