


熱門搜索: 鍍鋅板,鍍鋅鋼板,高鋅層鍍鋅板,冷軋板,冷板,槽鋼,角鋼,鍍鋅槽鋼,鍍鋅角鋼
您好!歡迎訪問鍍鋅板-鍍鋅鋼板-高鋅層鍍鋅板-冷軋板-雄海槽鋼的網(wǎng)站!ˇ 返回首頁 ˇ 在線留言 ˇ 聯(lián)系我們

服務(wù)熱線:0757-28789316

角鋼俗稱角鐵,是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的兩個邊寬相等。角鋼可按結(jié)構(gòu)的不同需要組成各種不同的受力構(gòu)件,也可作構(gòu)件之間的連接件。
目錄:
一、簡介
二、用途
三、檢驗
四、重量計算
五、表示方法
六、生產(chǎn)工藝
七、制作要求
內(nèi)容:
一、簡介
角鋼俗稱角鐵,是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的兩個邊寬相等。角鋼可按結(jié)構(gòu)的不同需要組成各種不同的受力構(gòu)件,也可作構(gòu)件之間的連接件。
二、用途
廣泛地用于各種建筑結(jié)構(gòu)和工程結(jié)構(gòu),如房梁、橋梁、輸電塔、起重運輸機械,船舶、工業(yè)爐、反應(yīng)塔、電纜溝支架、動力配管、母線支架安裝、容器架以及倉庫貨架等。
角鋼屬建造用碳素結(jié)構(gòu)鋼,是簡單斷面的型鋼鋼材,主要用于金屬構(gòu)件及廠房的框架等。在使用中要求有較好的可焊性、塑性變形性能及一定的機械強度。生產(chǎn)角鋼的原料鋼坯為低碳方鋼坯,成品角鋼為熱軋成形、正火或熱軋狀態(tài)交貨。
三、檢驗
1) 外觀質(zhì)量:角鋼的表面質(zhì)量在標(biāo)準(zhǔn)中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。角鋼幾何形狀偏差的允許范圍在標(biāo)準(zhǔn)(GB9787—88/GB9788—88)中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規(guī)定角鋼不得有顯著的扭轉(zhuǎn)。
2) 機械性能檢驗:①拉伸試驗方法。常用的標(biāo)準(zhǔn)檢驗方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 彎曲試驗方法。常用的標(biāo)準(zhǔn)檢驗方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。考核角鋼性能的檢驗項目主要為拉伸試驗和彎曲試驗。指標(biāo)包括屈服點、抗拉強度、延伸率及彎曲合格等項。
四、重量計算
等邊角鋼
理論重量:W=0.00785×邊厚×(邊寬+邊寬-邊厚),單位:kg/m
不等邊角鋼
理論重量:W=0.00785×邊厚×(長邊寬+短邊寬-邊厚),單位:kg/m
注意:此算法只能粗略算出角鋼重量,實際以五金手冊為準(zhǔn)!
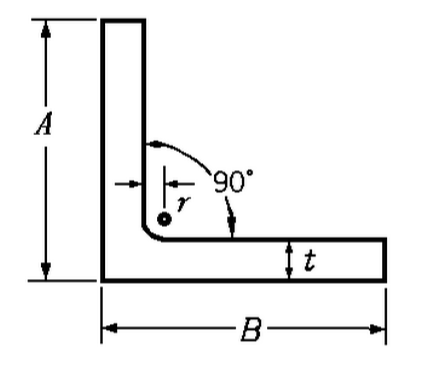
五、表示方法
1)等邊角鋼的規(guī)格以邊寬*邊寬*邊厚的毫米數(shù)表示。如:30*30*3,即表示邊寬為30mm、 邊厚為3mm的等邊角鋼。也可用型號(號數(shù))表示,型號是邊寬的厘米數(shù)。角鋼型號前面可加符號“∠”,型號后邊右上角可加符號“#”,如:∠30#。熱軋等邊角鋼的規(guī)格范圍為2#-20#。
2)熱軋不等邊角鋼是橫截面如字母L,兩邊互相垂直成角形且寬度不等的熱軋長條鋼材。 其規(guī)格以長邊寬*短邊寬*邊厚的毫米數(shù)表示,如“L30*20*3”,即表示長邊寬30mm、短 邊寬20mm、邊厚為3mm的不等邊角鋼。也可以用型號(號數(shù))表示,型號用一分?jǐn)?shù)表示,分子 為長邊寬的厘米數(shù),分母為短邊寬的厘米數(shù),如“L3/2#”,3表示長邊的厘米數(shù),2表示短邊的厘米數(shù)。熱軋不等邊角鋼的規(guī)格范圍為2.5/1.6#-20/12.5#。
六、生產(chǎn)工藝
角鋼的制造工藝比較簡單,一般大型鋼鐵公司不會選擇生產(chǎn)角鋼,生產(chǎn)工藝可分為熱軋和冷彎兩種,熱軋用于大尺寸角鋼,冷彎一般是比較小的。標(biāo)準(zhǔn)工藝是用鋼坯(如方坯)經(jīng)過專用的型鋼軋機多道反復(fù)軋制逐漸軋成∨形狀,材質(zhì)有保證,在角的內(nèi)側(cè)有過渡圓弧,機械性能可靠;而小作坊生產(chǎn)的則是用板材或帶鋼直接軋(彎)成的,角的內(nèi)側(cè)沒有過渡圓弧,而且由于是彎曲成的在角處的內(nèi)應(yīng)力較大,機械性能較差。
七、制作要求
角鐵是用鑄鐵制成的車床附件,通常有兩個互相垂直的工作表面。在角鐵上有長短不同的通孔,用以連接螺釘?shù)耐ㄟ^。由于工件形狀、大小不同,角鐵除有內(nèi)、外角鐵之分外,還可做成不同形狀,以適應(yīng)不同的加工要求。應(yīng)具有一定的剛性和強度,以減少裝夾變形。為此,除了在結(jié)構(gòu)上增加一些肋、肋板外,還應(yīng)在鑄造后進(jìn)行時效處理。角鐵的工作表面和定位基準(zhǔn)必須經(jīng)過磨削或精刮研以確保接觸性能好、角度準(zhǔn)確。通常角鐵與花盤一起配合使用。
主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。
角鋼的規(guī)格用邊長和邊厚的尺寸表示。目前國產(chǎn)角鋼規(guī)格為2—20號,以邊長的厘米數(shù)為號數(shù),同一號角鋼常有2—7種不同的邊厚。進(jìn)口角鋼標(biāo)明兩邊的實際尺寸及邊厚并注明相關(guān)標(biāo)準(zhǔn)。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。
角鋼的交貨長度分為定尺、倍尺兩種,國產(chǎn)角鋼的定尺選擇范圍根據(jù)規(guī)格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。
不等邊角鋼的截面高度按不等邊角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。一般的不等邊角鋼規(guī)格為:∟50*32--∟200*125 厚度為4-18mm
等邊角鋼的 兩個邊寬相等。其規(guī)格以邊寬×邊寬×邊厚的毫米數(shù)表示。如“∟30×30×3”,即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。也可用型號表示,型號是邊寬的厘米數(shù),如∟3#。型號不表示同一型號中不同邊厚的尺寸,因而在合同等單據(jù)上將角鋼的邊寬、邊厚尺寸填寫齊全,避免單獨用型號表示。熱軋等邊角鋼的規(guī)格為2#-20#。
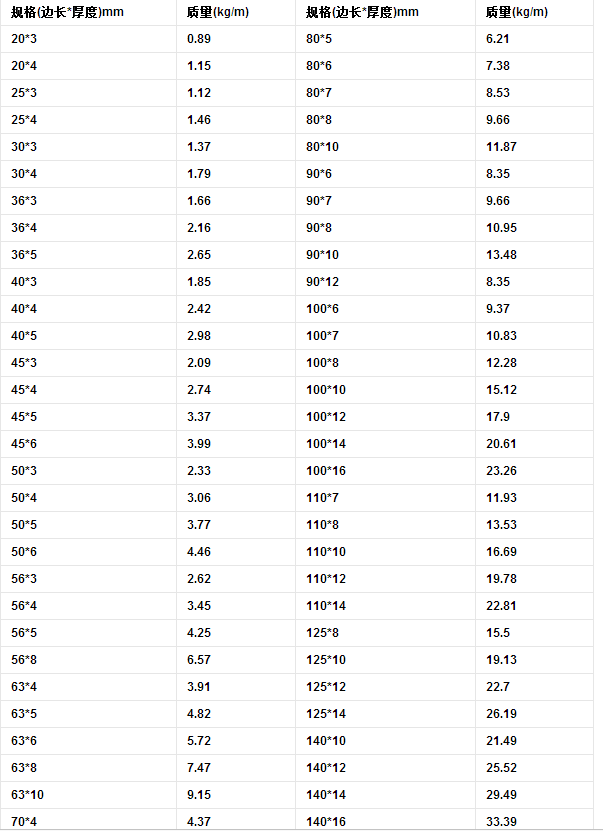
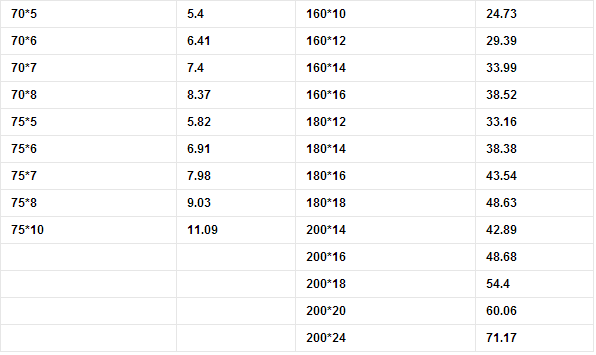
規(guī)格表:
等邊角鋼:
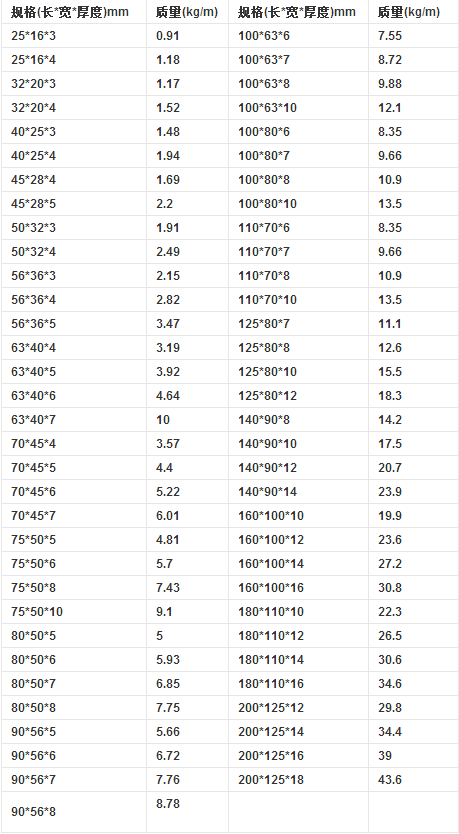
不等邊角鋼:
目錄:
一、簡介
二、優(yōu)點
三、特點
內(nèi)容:
一、簡介
角鋼自動生產(chǎn)線主要用于送變電行業(yè)的鐵塔生產(chǎn)以及金屬結(jié)構(gòu)廠使用,也可以用于建筑行業(yè)、鐵路、橋梁工程中角鋼構(gòu)件的打印、沖孔、切斷,亦可稱為數(shù)控角鋼聯(lián)合生產(chǎn)線。可按預(yù)先輸入的參數(shù)。

二、優(yōu)點
1)上料、打印、沖孔、剪斷、分選堆垛、均實現(xiàn)自動化,制件精度好,生產(chǎn)效率高。
2)采用計算機優(yōu)化排料,材料利用率高。
3)沖頭更換方便。
4)數(shù)控系統(tǒng)上位機(商用計算機)與下位機(可編程程序控制器)通訊可靠,編程簡單。
三、特點
專用性:具有批量生產(chǎn)的特點。
可變性:適用于在不同規(guī)格的角鋼上沖制不同的孔徑,在同一臺沖孔單元上可安置三種不同規(guī)格的沖頭。
機、電、液一體化。
計算機控制、自動化程度高,制件精度達(dá)到GB2694-81“輸電線路鐵塔制造技術(shù)條件”中有關(guān)條文的規(guī)定。
目錄:
一、簡介
二、制作工藝
三、優(yōu)點
四、鍍鋅角鋼與普通角鋼的區(qū)別
內(nèi)容:
一、簡介
熱鍍鋅角鋼也叫熱浸鍍鋅角鋼或熱浸鋅角鋼。是將除銹后的角鋼浸入500℃左右融化的鋅液中,使角鋼表面附著鋅層,從而起到防腐的目的,適用于各種強酸、堿霧氣等強腐蝕環(huán)境中。

二、制作工藝
熱鍍鋅角鋼工藝流程:角鋼酸洗-水洗-浸助鍍?nèi)軇?烘干預(yù)熱-掛鍍-冷卻-鈍化-清洗-打磨-熱鍍鋅完工。熱鍍鋅角鋼的鍍鋅層厚度均勻,可達(dá)30-50um,可靠性好,鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份,因此熱鍍鋅角鋼的鍍層持久性較為可靠。
三、優(yōu)點
1、處理費用低:熱浸鍍鋅防銹的費用要比其他漆料涂層的費用低;
2、持久耐用:熱鍍鋅角鋼具有表面光澤,鋅層均勻,無漏鍍,無滴溜,附著力強,抗腐蝕能力強的特性,在郊區(qū)環(huán)境下,標(biāo)準(zhǔn)的熱鍍鋅防銹厚度可保持50年以上而不必修補;在市區(qū)或近海區(qū)域,標(biāo)準(zhǔn)的熱鍍鋅防銹層則可保持20年而不必修補;
3、可靠性好:鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份,因此鍍層的持久性較為可靠;
4、鍍層的韌性強:鍍鋅層形成一種特別的冶金結(jié)構(gòu),這種結(jié)構(gòu)能承受在運送及使用時受到機械損傷;
5、全面性保護:鍍件的每一部分都能鍍上鋅,即使在凹陷處、尖角及隱藏處都能受到全面保護;
6、省時省力:鍍鋅過程要比其他的涂層施工法更快捷,并且可避免安裝后在工地上涂刷所需的時間。
四、鍍鋅角鋼與普通角鋼有什么區(qū)別
同屬角鋼。鍍鋅角鋼可以防銹,而普通角鋼不能防銹。鍍鋅角鋼在施工過程中不用刷油,同時鍍鋅角鋼的價格要比普通角鋼的價格貴。
鍍鋅角鋼等待鍍工件在浸鋅過程中要進(jìn)行清洗工序,清洗過程中會有一些注意要點,接下來我們就來了解一下這些要點分別是什么。了解之前我們先要知道為什么要有這道工序,目的究竟是什么。
一、目的:
清洗也叫漂洗,清洗的目的,就是對酸洗后的工件用清水或者廢水經(jīng)過處理后的潔凈水進(jìn)行沖洗。清洗可以將黏附于工件表面上的鐵鹽去掉,降低酸洗工序帶入助鍍工序中的鐵鹽含量和幾率,避免助鍍液中的鐵離子進(jìn)一步增加。鐵離子的增加雖不會明顯的降低助鍍液的功效,但會增加鋅液中鋅渣、鋅灰的產(chǎn)生。
【注意】:鍍鋅角鋼等待鍍工件在鍍鋅過程中進(jìn)行清洗工序時,需要對清水進(jìn)行檢驗,因為如果堿性較強,帶入酸洗工序時,就會與鹽酸溶液產(chǎn)生一定程度的中和作,消耗鹽酸。因此,必須對清洗水進(jìn)行檢驗。最簡單的辦法是用檢測pH的廣泛試紙來檢驗。當(dāng)發(fā)現(xiàn)pH超過8時,清洗水就應(yīng)當(dāng)更換、加水對流或者稀釋處理,有條件的企業(yè)最好采用流動水清洗工件。
二、注意要點:
1)酸洗的工序結(jié)束后,工件必須要經(jīng)過清洗,以去除工件表面黏附的殘酸、鐵鹽等,清洗必須徹底,以免發(fā)生工件的二次氧化,產(chǎn)生進(jìn)一步的腐蝕。
2)一般來說,如果酸洗溶液的溫度較高,酸洗的工件取出后經(jīng)熱水清洗較好;如果酸洗溶液采用的是室溫,酸洗的工件取出后應(yīng)先經(jīng)冷水清洗、浸泡后,再用熱水清洗效果較好。
3)清洗宜在流動的水中進(jìn)行,這樣對鐵鹽的清洗效果更好。如果清洗不凈,鐵鹽在清洗槽內(nèi)迅速堆積,增加了殘酸、殘存鐵鹽隨工件帶入助鍍液中的幾率。
4)如果能將熱鍍鋅工件冷卻用的溫水引入到酸洗后的清洗工序用于清洗工件,效果更好
5)如果工件清洗不徹底,或者清洗水含酸量過高,將對后續(xù)工序產(chǎn)生不利的影響。
6)清洗水長期不更換,隨著生產(chǎn)的進(jìn)行,水中的酸含量勢必會升高,含酸的清洗水會隨著工件帶入助鍍液中,隨著生產(chǎn)的連續(xù)進(jìn)行。
7)助鍍液中就會產(chǎn)生酸的累積,助鍍液中的酸越來越多,最終將導(dǎo)致助鍍液的pH進(jìn)一步降低。
8)助鍍液內(nèi)酸性的變化,使助鍍液由弱酸性變成強酸性,助鍍液處理工件時,強酸性和潔凈的工件表面就會產(chǎn)生進(jìn)一步的浸蝕反應(yīng),增加助鍍液中的鐵離子含量。
9)造成助鍍液有效成分的分解,鐵離子的增加雖不會短時間內(nèi)明顯地減低助鍍液功效,隨著生產(chǎn)的持續(xù).隨工件帶入后續(xù)的浸鋅工序時,混入的鐵鹽就會加大鋅液內(nèi)的鋅渣、鋅灰量。
10)采用兩個清洗槽進(jìn)行兩次清洗效果最好。清潔的原料水,注入工序配置方向上的第二清洗槽中,讓清水向第一個槽流動,工件首先在第一個槽內(nèi)清洗。
11)清洗掉的殘酸在水面上隨著水的溢流排入廢水處理系統(tǒng),下部寒酸少的水再利用虹吸管引到第二個槽,使清水形成對流,這個動態(tài)的誰流對清洗工件表面的殘酸、殘余鐵鹽是很有利的。